






Mũi Taro
Bạn đã biết gì về mũi Taro?
Taro là một công cụ được sử dụng khá nhiều trong ngành cơ khí, tuy nhiên không phải ai cũng biết đến cái tên gọi của nó, gần như chỉ có những kỹ sư hoặc người thường xuyên sử dụng đến nó mới hiểu được thuật ngữ này
Mũi taro là dụng cụ dùng để tạo ren và là phương pháp tạo ren phổ biến nhất cho các vật liệu khác nhau. Mũi taro hiện nay được dùng để tạo ren ngoài hoặc tạo ren lỗ trong.
Cấu tạo mũi Taro
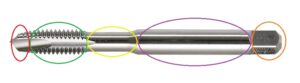
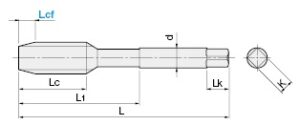
Mũi Taro chia ra làm 5 phần:
- Phần đỉnh mũi taro : Là phần dẫn hướng cho taro bắt đầu vào lỗ để cắt ren. Phần đỉnh mũi có tiết diện phẳng hay dạng mũi nhọn tùy từng loại taro. Trên phần đỉnh mũi taro có 1 đoạn ren dẫn hướng gọi là ren cạn, nó thấp dần đều về phía đỉnh mũi taro nhằm dẫn hướng cho mũi taro cắt vào từ từ; nó cũng giúp mang đến tuổi thọ cao hơn cho mũi taro, phần này thường được ký hiệu là Lcf, với các dao đời cũ thường có Lcf 2.5P, 4P, 5P…, các số P này càng cao thì phần ren cạn này càng dài và mũi taro đó thường chỉ dùng để taro cho lỗ thông. Với các loại mũi taro đời mới hiện nay cơ bản có 2 loại chính là 1.5P để taro lỗ kín và 5P để taro lỗ thông.
- Phần răng Taro : có ren đảm nhiệm công việc cắt gọn tạo nên ren ốc. Dọc theo răng Taro còn có 3 đến 4 rãnh để tạo thành các lưỡi cắt. Nhờ thế, giúp phôi ra ngoài trong quá trình cắt gọt.(Một số loại taro nén không có rãnh này)
- Phần cổ Taro: Là phần nối giữa phần răng và phần thân taro.
- Phần Thân Taro: Có tiết diện tròn, được dùng để kẹp vào ổ gá dao khi gia công trên máy.
- Phần đuôi Taro: được thiết kế theo kiểu tiết diện vuông giúp cắm vào tay quay Taro dễ dàng hơn.
Tiêu chí phân loại mũi Taro
Dựa vào cách gia công
Việc dựa vào cách gia công người ta phân loại thành mũi taro tay và mũi taro máy .
Mũi taro máy: Thường được dùng trên các máy như máy phay CNC, máy tiện CNC, máy taro chuyên dụng, máy phay cơ, máy khoan… để gia công. Mũi taro cũng được chia là 2 loại:
- Mũi taro thẳng: có các rãnh thẳng dùng để gia công lỗ thông khi gia công phọi sẽ cuộn lại và đẩy xuống phía dưới.( đặc điểm dễ nhận biết là ở đầu mũi có rãnh vát như ảnh dưới)

- Mũi taro xoắn: có các rãnh xoắn, dùng gia công được cả lỗ bít và lỗ thông. Phoi sẽ xoắn lại và được đẩy ngược lên trên.

Mũi taro tay: Là loại mũi taro dùng kết hợp với tay quay để taro ren bằng tay.Gọi là mũi taro tay nhưng mũi này cũng có thể dùng được trên máy nhưng phải thận trọng bởi đặc tính của loại mũi này là thường nó sẽ tạo ra phoi vụn và không thoát ra khỏi lỗ taro được nên dễ gây kẹt, hỏng lỗ taro đặc biệt là khi taro lỗ sâu. Loại này thường có các rãnh thẳng chạy dọc phần răng cắt tạo thành lưỡi cắt nhưng không có phần rãnh vát ở đầu mũi như ở mũi taro thẳng. Với các dòng dao đời cũ mũi taro tay thường là 1 bộ gồm 3 cây, cây thô( thông số Lcf thường lớn nhất như 5P, 9P), cây bán tinh( thông số Lcf trung bình như 4P, 3P)và cây tinh(thông số Lcf nhỏ nhất như 1.5P, 1P), khi sử dụng nếu dùng lần lượt 3 mũi thô, bán tinh, tinh thì sẽ tạo được ren đều và đẹp, hoặc cũng có thể dùng độc lập 3 mũi này cho các mục đích sử dụng khác nhau như:
- Mũi thô phù hợp khi tạo ren trên lỗ thông.
- Mũi bán tinh phù hợp khi tạo ren trên hố mà ren đáy hố không quan trọng lắm
- Mũi tinh phù hợp khi tạo ren đáy hố kỹ càng đồng nhất với toàn ren trên thành hố.

- Ngày nay do có sự tiến bộ về công nghệ vật liệu và thiết kế thông số hình học góc cắt nên hiện tại mũi taro tay chỉ cần 1 cây, thường có thông số Lcf nhỏ như 1P, 1.5P, 2P . Và các mũi taro tay thế hệ mới cũng có rãnh xoắn nhưng góc độ xoắn của rãnh thường rất ít nhằm mục đích làm cho quá trình taro ren được “ngọt” hơn, chứ rãnh xoắn này không có tác dụng kéo phoi lên như loại taro xoắn dùng cho máy.

Dựa vào bước ren
Dựa vào bước ren người ta phân ra thành mũi taro bước chuẩn và mũi taro bước nhuyễn hay taro ren nhuyễn.
–Mũi taro bước chuẩn là loại phổ biến ví dụ: M10x1.5, M8x1.25
– Mũi taro bước nhuyễn là mũi taro có bước nhỏ hơn bước chuẩn ví dụ: M10x1.25, M8x1
Chúng được sử sử dụng để gia công ren đường khí, đường nước, thực phẩm…để tránh rò rỉ hoặc cần mối ghép ren chặt….
Dựa vào vật liệu gia công
Bởi vì mỗi 1 loại vật liệu gia công sẽ sinh ra 1 loại phoi nhất định, có thể và phoi vụn hoặc phoi dây…và loại vật liệu nó cũng có độ cứng khác nhau
Phổ biến nhất là phân loại như sau: mũi taro thép thường, mũi taro thép cứng (thép đã tôi), mũi taro Inox, mũi taro nhôm + đồng, mũi taro gang
Tốt nhất là chọn đúng mũi taro cho vật liệu cần gia công nếu như gia công loạt vừa và lớn để đảm bảo tuổi thọ của mũi taro, chất lượng của sản phẩm và năng suất gia công.
Dựa vào phoi
Dựa vào phoi người ta phân ra thành mũi taro cắt và mũi taro nén hay mũi taro ép. Mũi taro cắt khi cắt sẽ sinh ra phoi còn mũi taro nén nó sẽ không sinh phoi, mà nó nén phoi lại nên lỗ gia công trước khi cho taro nén vào cắt ren thường phải to hơn so với lỗ dành cho taro thẳng và taro xoắn. Taro nén thường sử dụng khi người sử dụng cần khoan cắt các vật liệu có độ mềm dẻo cao bởi loại này cắt vật liệu mềm tốt hơn so với khoan cắt kim loại với độ cứng cao.Một quy tắc khác đó là các vật liệu khi khoan tạo ra phoi sợi thì có thể taro bằng mũi taro nén.


Dựa vào tiêu chuẩn ren
Mũi Taro sẽ có những tiêu chuẩn về ren khác nhau tùy thuộc vào mỗi vùng thậm chí mỗi nước.
Thường thì mọi người hay gọi là Mũi taro hệ MÉT và mũi taro hệ INCH, nó đúng nhưng chưa đủ. Mũi taro hệ MÉT là loại mũi taro được sử dụng rộng rãi ở châu á, loại này là phổ biến ở Việt Nam ta nó được ký hiệu bằng chữ M. Mũi taro hệ INCH là mũi taro dùng ở Châu Âu, Châu Mỹ, Châu ÚC. Nhưng tùy từng vùng và từng nước người taro lại chia ra thành nhiều chuẩn khác nhau

















